Sprzęt eksperymentalny
Obróbkę elektrod można podzielić na pięć głównych sekcji: mieszanie suchego proszku, mieszanie na mokro, przygotowanie podłoża, nakładanie folii i suszenie.
W niniejszym opracowaniu przedstawiono urządzenia i stacje przygotowawcze wykorzystane w niniejszym opracowaniu. Wizualny przegląd obiektu doświadczalnego ETSL można zobaczyć na rysunku 2.
Podłoże elektrody i stanowisko przygotowania zawiesiny pokazano na Rysunku 3. Przedstawiony na ilustracji mieszalnik IKAtube zapewnia równomierną dyspersję składników elektrody (materiału aktywnego, dodatku przewodzącego i spoiwa) w zawiesinie.
Stanowisko przygotowania spoiwa i mieszania suchego proszku pokazano na rysunku 4. Wysoka dokładność skali Ohaus zapewnia dokładne i bardzo precyzyjne pomiary w celu określenia krytycznych właściwości elektrody, takich jak pojemność właściwa. Mikrometr cyfrowy (w etui) pozwala na określenie grubości folii w odstępach co 0,001 mm.
Piec próżniowy i aplikator folii przedstawiono na rysunku 5.
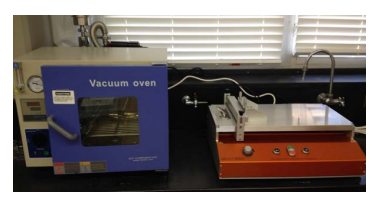
Rysunek 5. Piec próżniowy Tmaxcn i aplikator folii Elcometer.
Piec próżniowy jest w stanie osiągnąć temperatury do 250C w zakresie ciśnienia -0,1 Mpa~0 Mpa (ciśnienie atmosferyczne). Piec umożliwia szybkie suszenie drugiego etapu arkuszy elektrodowych, usuwając jednocześnie wszelkie pęcherzyki obecne na powierzchni arkuszy elektrodowych. Aplikator folii (stosowany w połączeniu z przedstawionym na ilustracji raklem) zapewnia gładkie, równomierne odlewanie elektrody. Dostępnych jest 11 wstępnie ustawionych prędkości przesuwu, od 0,5-10 cm na sekundę. Wreszcie, nasz zaciskacz do ogniw monetowych (Xiamen Tmaxcn Inc.) jest przedstawiony na rysunku 6 w naszym próżniowym schowku na rękawiczki (Xiamen Tmaxcn Inc.). W schowku podręcznym panuje czyste środowisko argonowe z poziomami O2 i H2O utrzymywanymi przez cały czas poniżej 0,5 ppm. Zaciskarka (uszczelniająca ogniwa) może być używana w bateriach monetowych CR2032, CR2025 i CR2016.
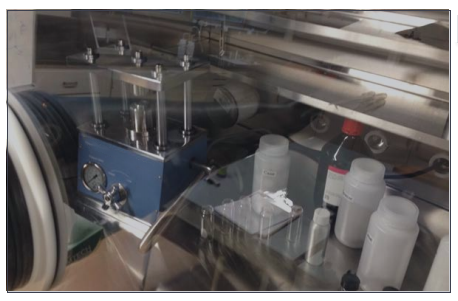
Rysunek 6. Zaciskacz do ogniw monetowych przedstawiony w schowku.
Po sfinalizowaniu budowy ogniw monetowych są one charakteryzowane elektrochemicznie za pomocą systemów ARBIN BT2000 i VMP3 pokazanych na rysunku 7.
Przygotowanie katody i ogniwa monetowego
Przechodząc do konstrukcji ogniwa, najpierw katoda jest centrowana w obudowie ogniwa monetowego. Następnie na powierzchnię elektrody nakłada się kilka kropel elektrolitu. Należy nałożyć wystarczającą ilość elektrolitu, aby powierzchnia elektrody była zwilżona, a pierścień elektrolitu można było zaobserwować na zewnętrznej krawędzi obudowy ogniwa monetowego. Następnie na powierzchnię nakładany jest separator o pojedynczej średnicy ”. Należy zachować ostrożność, aby wyśrodkować elektrodę i zapobiec tworzeniu się pęcherzyków pod separatorem PP PE. Wszelkie pęcherzyki, które zostaną uwięzione, można wypchnąć za pomocą płaskiej krawędzi pęsety. Jeśli elektroda wysunie się ze środka, obudowę można chwycić za wargę i lekko stuknąć, aby umieścić elektrodę na swoim miejscu. Można dodać dodatkową kroplę lub dwie elektrolitu, aby umożliwić lepszy ruch elektrody, jeśli trzyma się ona w swoim pierwotnym położeniu. Następnie uszczelka jest umieszczana w komórce. Po nałożeniu kilku dodatkowych kropli elektrolitu można umieścić przeciwelektrodę litową wraz z pojemnikiem na ogniwo pastylkowe. Ogniwo jest następnie wypełniane po brzegi elektrolitem, a na górze ostrożnie umieszczana jest nasadka. Należy zachować ostrożność, aby uniknąć nadmiernej utraty elektrolitu. Nasadkę można następnie docisnąć kciukiem, a następnie przenieść do zaciskarki za pomocą pęsety. Po umieszczeniu ogniwa w rowkach zaciskarek można przyłożyć ciśnienie do 900-1000 psi, a następnie zwolnić. Komórka powinna wyglądać tak, jak pokazano na rysunku 14, bez złamanych krawędzi. Dodatkowy schemat rozmieszczenia elementów ogniwa można zobaczyć na rysunku 15.
 pl
pl en
en fr
fr de
de ru
ru es
es pt
pt ko
ko tr
tr th
th






 Obsługiwana sieć IPv6
Obsługiwana sieć IPv6



